一.SPI重要性:
1.根本上是由印刷机对SMT的重要性决定,锡膏印刷质量对SMT品质效率至关重要;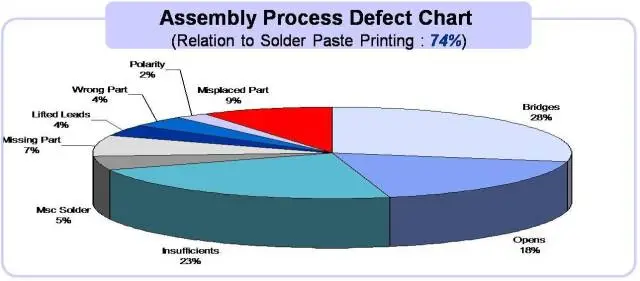
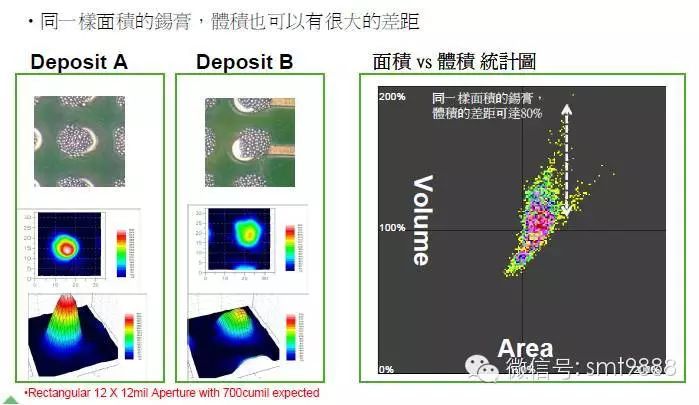
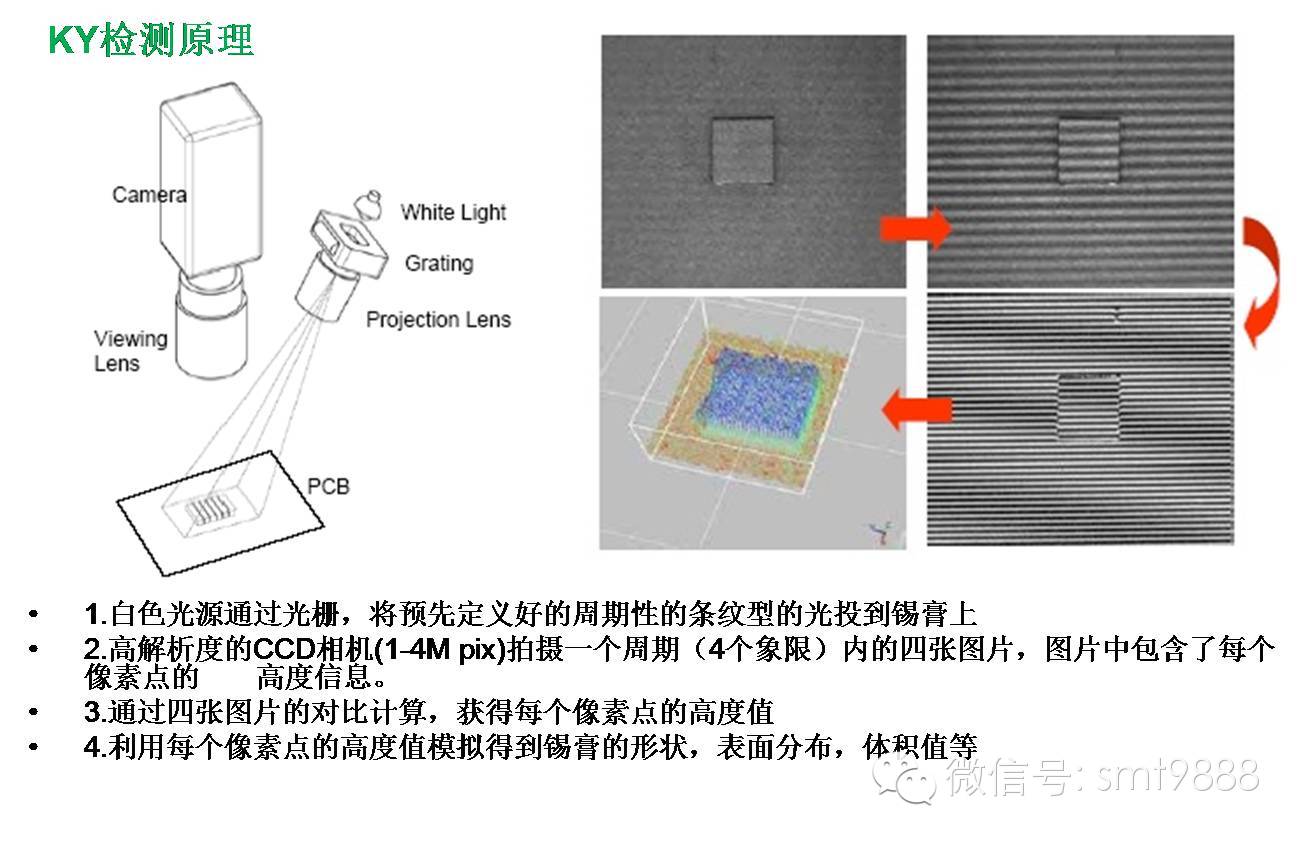
2.为神木3D比2D重要:
二.SPI技术主流:
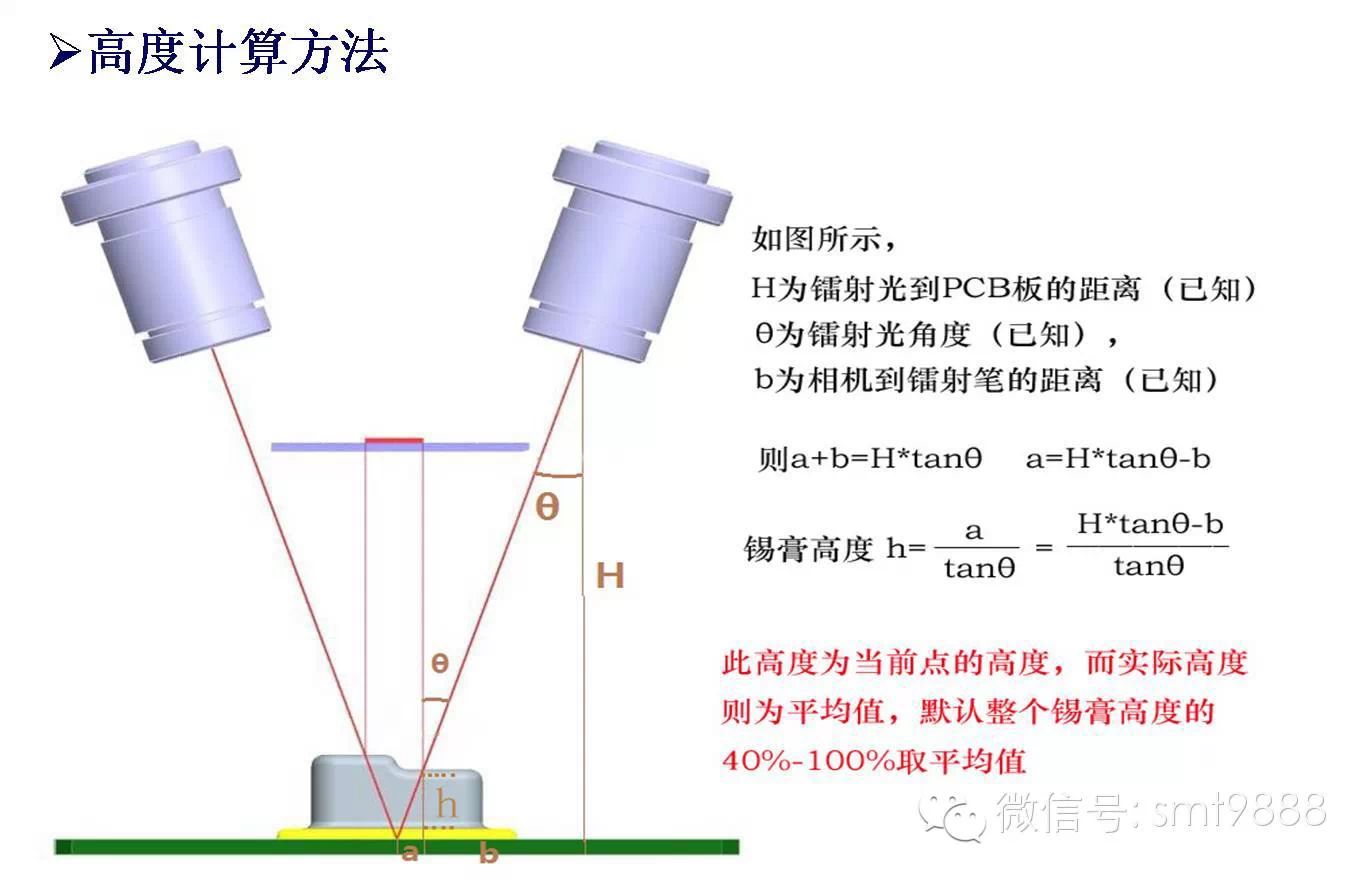
1.基于激光扫描光学检测:
2.基于摩尔条纹光学检测:
三.SPI市场主流:
1.*早激光扫描光学检测,摩尔条纹光学检测为主: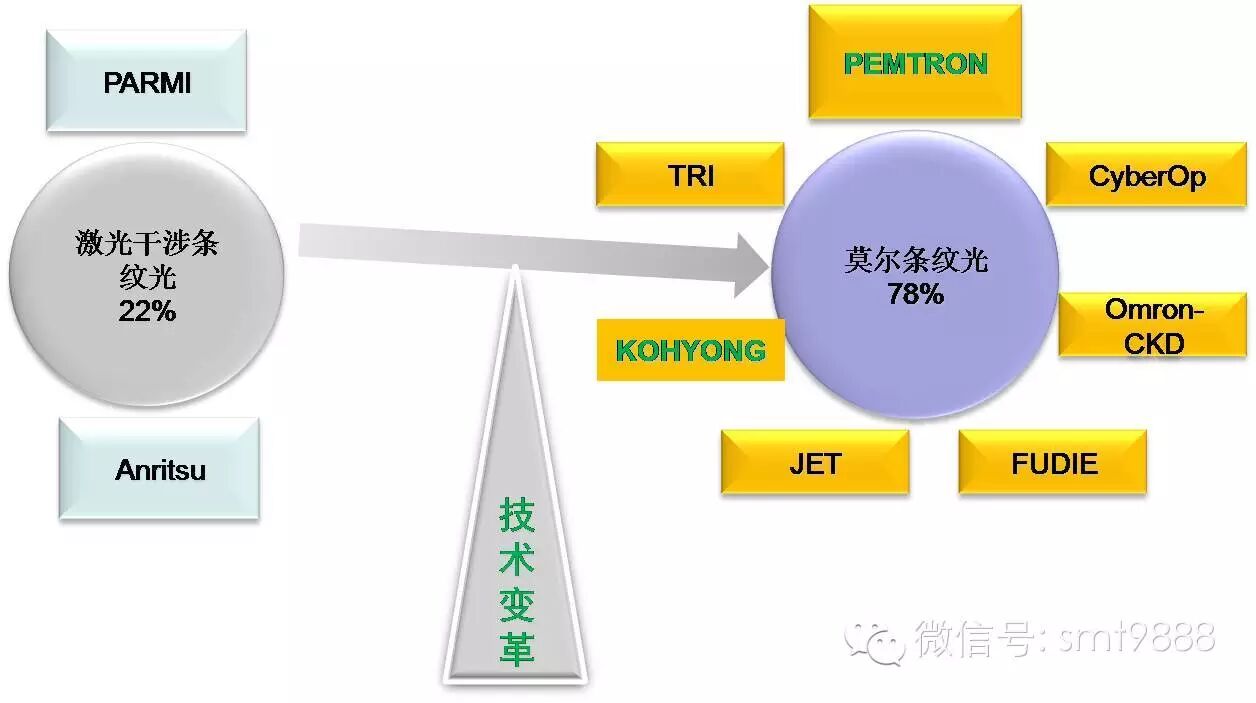
在SPI技术发展中,科学家们发现莫尔条纹光技术可以获得更加稳定的等间距,平行条纹光,从而大大提高高精度测量中的稳定性,韩国SPI率先采用新的技术-莫尔条纹光技术,经市场的反复的验证,莫尔条纹光在高精度测量领域有着独特的技术优势。
全球*早开发SPI开发商 Cyber optical 已将原来的激光技术改良为莫尔条纹光(光栅)技术。
早期Cyber-OpticalSPI SE-300采用激光条纹光技术,Cyber-Optical *新产品QX-500,已由激光改良为的白色选通照明装置(即莫尔条纹/光栅)。
2.莫尔条纹技术特点:
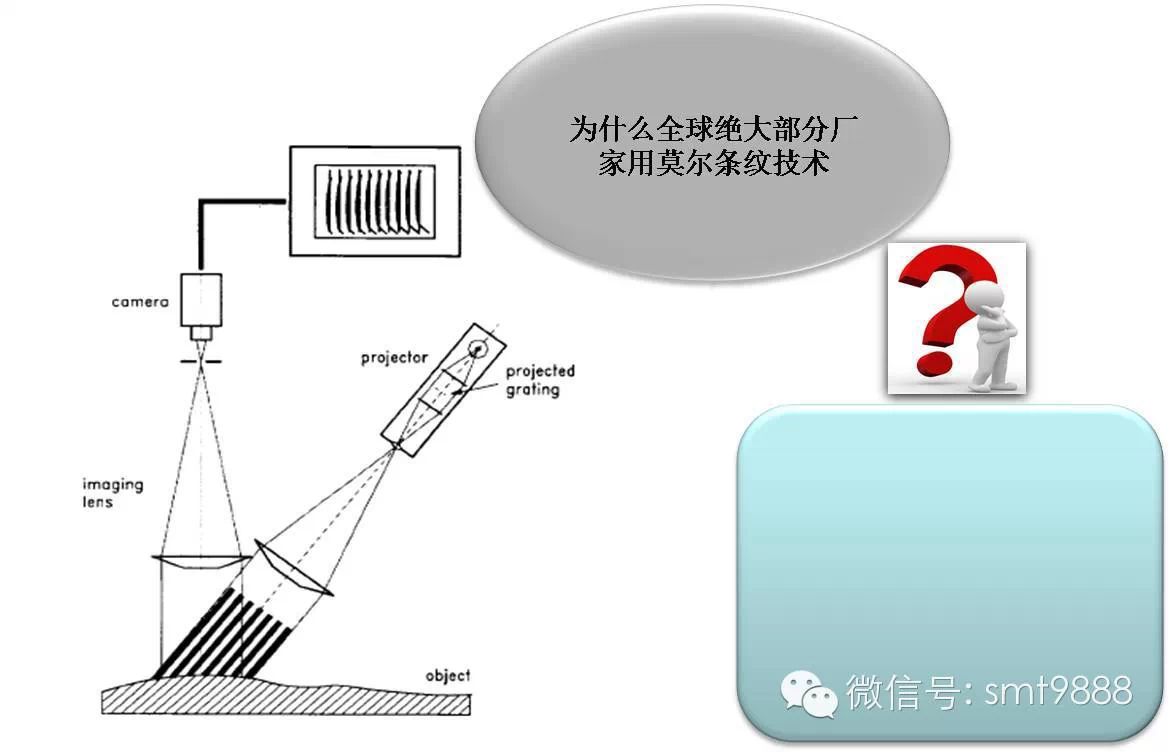
1874年,科学家瑞利**将莫尔条纹图案作为一种测试手段,根据条纹形态和评价光栅尺各线纹间的间距的均匀性,从而开创了莫尔测试技术。随着光刻技术和光电子技术水平的提高,莫尔技术获得极快的发展,在位移测试,数字控制,伺服跟踪,运动控制等方面有了广泛的应用。目前该技术应用在SMT的锡膏**测量中,有着很好的优势。莫尔条纹(即光栅)有两个非常重要的特性:
1).判向性:当指示光栅对于固定不动主光栅左右移动时,莫尔条纹将沿着近于栅向的方向上移动,可以准确判定光栅移动的方向。
2).位移放大作用:当指示光栅沿着与光栅刻度垂直方向移动一个光栅距D时,莫尔条纹移动一个条纹间距B,当两个等间距光栅之间的夹角θ较小时,指示光栅移动一个光距D,莫尔条纹就移动KD的距离。这样就可以把肉眼无法的栅距位移变成了清晰可见的条纹位移,实验了高灵敏的位移测量。
这两点技术应用在SPI中,就体现了莫尔条纹技术测量的稳定性和精准性。
四.SPI应用模式:
当生产线投入使用全自动印刷机时:
1.桌上型离线用:新产品投产时前10-20片全检;进入量品连续检查5片;
2.连线型全检用:杜绝**锡膏印刷进入SMT贴片机;
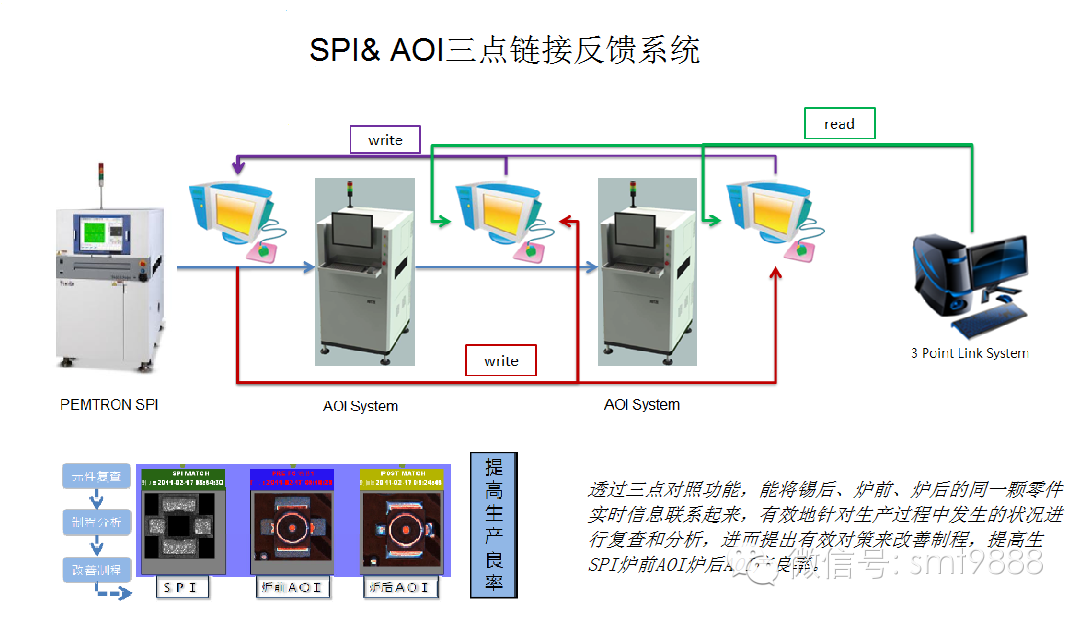
3.连线印刷闭环;连线三点联网遥控;
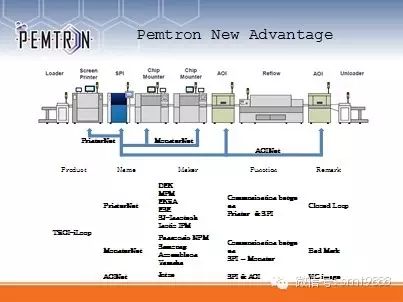
连线三点链接反馈;
4.SMT车间MES系统完善。